
As a manufacturer focused on high-performance fluoropolymer products for over a decade, we often work with engineers and plant managers who face the same challenges: chemical attack, frequent tubing failures, contamination risks, unplanned downtime, and high replacement costs in critical fluid handling systems.
Through years of material testing and real-world application feedback, we have seen PFA corrugated tubing emerge as a reliable, long-term solution for high-purity, chemical-resistant, and flexible fluid transfer—especially in semiconductor, pharmaceutical, fine chemical, and ultra-pure water applications.
This article shares objective, application-based insights into how PFA corrugated tubing performs in industrial environments, without overstatement or marketing exaggeration.
1.Superior Chemical Resistance That Stands Up to Harsh Process Media
One of the most valued properties of PFA (perfluoroalkoxy alkane) is its nearly universal chemical inertness.Unlike lower-grade fluoropolymers or common plastic tubing, PFA shows minimal to zero reaction with:
– Strong acids (hydrofluoric acid, sulfuric acid, nitric acid)
– Organic solvents
– Ultra-pure chemicals and gases
– Corrosive process fluids used in wafer cleaning and etching
In field applications tracked by our team, properly manufactured PFA corrugated tubing maintains structural integrity with no discoloration, swelling, cracking, or leaching after months of continuous exposure. This stability directly supports compliance with SEMI standards and reduces the risk of process contamination.
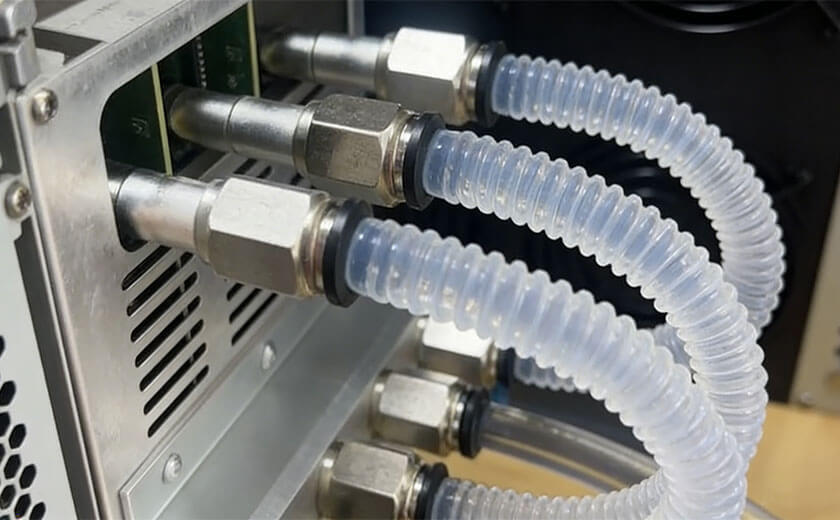
2.Flexible, Easy to Route Without Sacrificing Flow Performance
Traditional smooth-bore PFA tubing can be too rigid for complex layouts. Corrugated PFA tubing solves this by combining flexibility with structural stability.
Key practical advantages:
– Bends easily around equipment, walls, and tight corners
– No kinking or flow restriction at small bending radii
– Maintains consistent inner diameter and flow rate
– Transparent material allows visual monitoring of fluid conditions
For maintenance teams, this means faster installation, fewer fittings, less labor time, and lower risk of assembly-related leaks.
3.Durability That Reduces Long-Term Operating Costs
While PFA corrugated tubing has a higher upfront cost than some alternatives, its service life often delivers strong return on investment.
In typical semiconductor and chemical environments:
– Conventional fluoropolymer tubing may require replacement every 3–6 months
– Quality PFA corrugated tubing often remains functional for 18+ months with no visible degradation
Longer service life means:
– Fewer shutdowns for tube replacement
– Lower material and labor costs
– Higher overall production stability
Our multilayer PFA tubing—with a virgin PFA inner layer, reinforced middle layer, and abrasion-resistant outer layer—adds extra mechanical strength against minor impacts and daily wear.
4.Important Selection Tips for Industrial Users
From a manufacturer’s perspective, we recommend three practical considerations:
– Choose virgin PFA resin: Recycled or blended materials can compromise purity and durability.
– Match structure to application: Use anti-static PFA for cleanrooms; reinforced braided versions for higher pressure.
– Verify compatibility: Confirm temperature range, pressure rating, and fitting compatibility before full implementation.
Final Thoughts
PFA corrugated tubing is not a universal fix for every fluid system, but for applications that demand chemical resistance, flexibility, purity, and long service life, it has proven to be one of the most reliable solutions available.
As a manufacturer, we believe the best products are validated by real performance—not marketing claims. The growing adoption of PFA corrugated tubing in high-tech industries speaks for itself.
If you’re evaluating tubing options for your next project or upgrade, we encourage you to test samples under actual process conditions. Performance will tell you everything you need to know